- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
بيت > منتجات > أنابيب الصلب الملحومة > الأنابيب الفولاذية الملحومة ذات التماس المستقيم > الأنابيب الملحومة الطولية


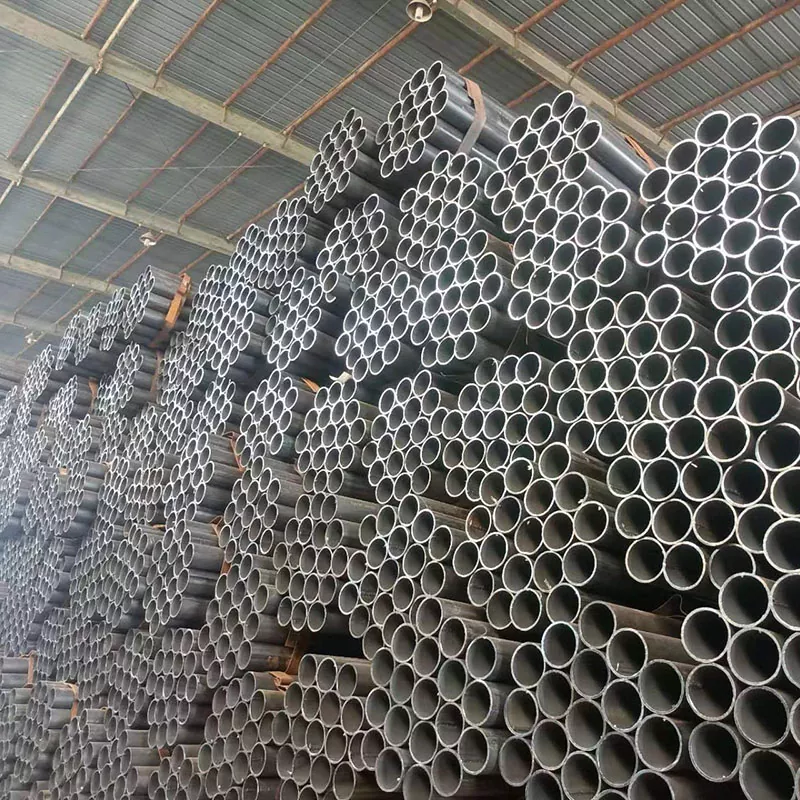


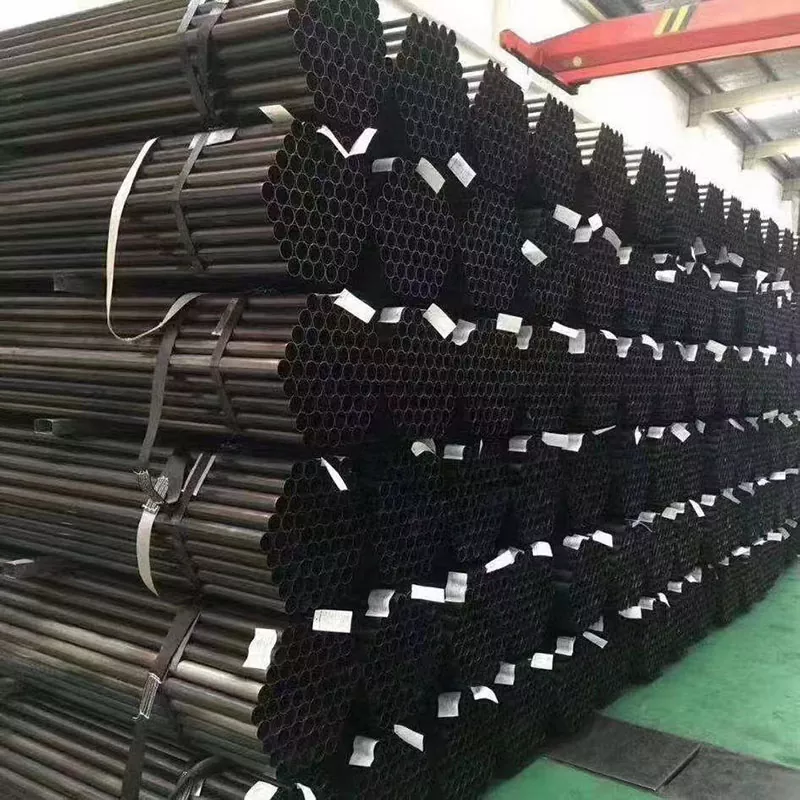
الأنابيب الملحومة الطولية
الأنابيب الملحومة الطولية التي تنتجها شركة Xinlida هي عبارة عن لوحة فولاذية أو شريط فولاذي ملفوف، ملحومة في خط مستقيم بواسطة تكنولوجيا اللحام (مثل اللحام عالي التردد أو اللحام القوسي المغمور) لتشكيل هيكل أنبوبي. بالمقارنة مع الأنابيب الفولاذية غير الملحومة، فإن عملية إنتاج الأنابيب الفولاذية ذات التماس المستقيم بسيطة والتكلفة منخفضة، ولكن قوة اللحام قد تكون أقل قليلاً من قوة الأنابيب الفولاذية غير الملحومة.
إرسال استفسار
وصف المنتج
تتبع عملية تصنيع الأنابيب الملحومة الطولية العملية الأساسية المتمثلة في "المعالجة المسبقة للمواد الخام - التشكيل - اللحام - التشطيب"، وكل خطوة تدور حول الدقة والتحكم في القوة. تشتمل الطريقة على الخطوات التالية: أولاً، إعداد المواد الخام، واختيار شريط فولاذي مدلفن على الساخن أو لوحة ملف كمواد أساسية، وقطع شريط الفولاذ إلى عرض يتوافق مع متطلبات قطر الأنبوب من خلال آلة الحز، ثم إجراء معالجة التسوية وإزالة الصدأ لإزالة أكسيد السطح القشور والشوائب لتجنب التأثير على جودة اللحام؛ ومن ثم الدخول في مرحلة التشكيل، حيث يتم ثني الشريط الفولاذي تدريجيًا إلى أنبوب دائري مفتوح فارغ (أو أنبوب مربع أو مستطيل فارغ) من خلال آلة تشكيل الأسطوانة المستمرة، وذلك لضمان محاذاة حواف الأنبوب الفارغ والانحناء موحد، ووضع الأساس للحام اللاحق.

بعد التشكيل، يدخل الأنبوب الفارغ على الفور إلى رابط اللحام، ويعتمد التيار الرئيسي اللحام التعريفي عالي التردد أو اللحام القوسي: يستخدم اللحام عالي التردد الحث الكهرومغناطيسي لتسخين حافة الأنبوب الفارغ بسرعة إلى الحالة المنصهرة، ثم يكتمل اللحام بالضغط على أسطوانة البثق، وتكون قوة اللحام قريبة من المعدن الأساسي؛ يعتبر اللحام القوسي مناسبًا للأنابيب ذات الجدران السميكة، ويتم الاتصال عن طريق ملء المجمع المنصهر بقطب كهربائي أو سلك لحام. بعد اللحام، يجب إجراء فحص اللحام (مثل فحص الموجات فوق الصوتية والأشعة السينية) لإزالة العيوب مثل المسام والشقوق، ومعايرة قطر الأنبوب عن طريق آلة التحجيم، والاستقامة الصحيحة عن طريق آلة الاستقامة، وأخيرًا القطع إلى طول ثابت، وإجراء معالجة السطح النهائي والمعالجة المضادة للتآكل (مثل الجلفنة و الطلاء) لتشكيل منتجات الأنابيب الملحومة المستقيمة المؤهلة.


الكلمات الساخنة: الصين الأنابيب الملحومة الطولية
الفئة ذات الصلة
إرسال استفسار
لا تتردد في تقديم استفسارك في النموذج أدناه. سوف نقوم بالرد عليك خلال 24 ساعة.





